CO₂ Recovery Plant Operation
The CO₂ Recovery Plant Operation is a crucial part of maintaining a sustainable and efficient system for recovering carbon dioxide (CO₂) from industrial processes. At RSV Gases, we provide in-depth operational expertise for the CO₂ recovery plant, ensuring seamless and continuous operation. Our advanced systems capture CO₂ from various sources, purify it to required standards, and compress it for reuse in applications such as beverages, welding, and medical industries.
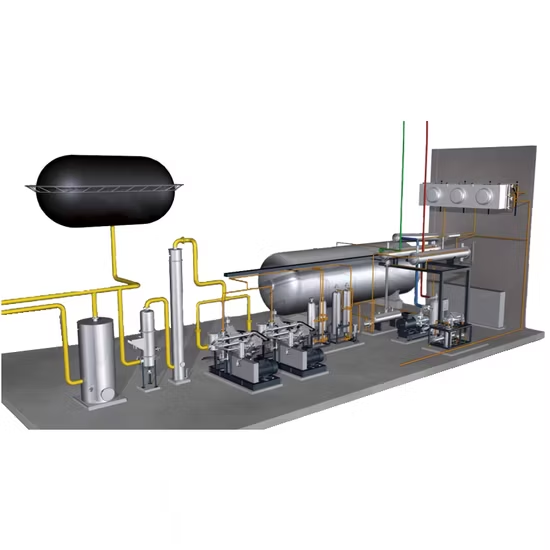
How CO₂ Recovery Plant Works
The CO₂ recovery process typically involves several key stages to ensure the effective capture, purification, and reuse of CO₂:
1. CO₂ Capture
Source Identification: CO₂ is captured from industrial processes like fermentation, combustion (e.g., from power plants), and chemical manufacturing.
Capture Techniques: Using advanced gas separation technologies such as amine scrubbing, pressure swing adsorption (PSA), or membrane separation, CO₂ is extracted from the flue gas or exhaust gases.
2. CO₂ Purification
Filtration: The raw CO₂ undergoes filtration to remove impurities, dust, and particulate matter.
Purification System: Depending on the application (industrial, food, or medical), the CO₂ is purified using processes like distillation, pressure swing adsorption (PSA), or cryogenic separation to achieve the desired purity levels (99% or higher).
Dehydration: To remove any moisture, the purified CO₂ is passed through desiccant dryers or chilled to ensure dryness for sensitive applications such as medical or food-grade gases.
3. CO₂ Compression
High-Pressure Compression: Once purified, CO₂ is compressed to the desired pressure (typically 150–300 bar) for storage and transportation.
Storage: The compressed CO₂ is stored in high-pressure cylinders or tanks ready for distribution or use in various industries.
Cooling: The compressed gas is also cooled during the process to ensure safe storage and prevent over-pressurization.
4. Gas Distribution
On-Demand Supply: Once CO₂ is recovered, purified, and stored, it can be distributed to different departments or transported to customers using dedicated pipelines or cylinder filling stations.
Pressure Regulation: The distribution system uses regulators to control the flow and pressure, ensuring safe and efficient delivery for various applications.
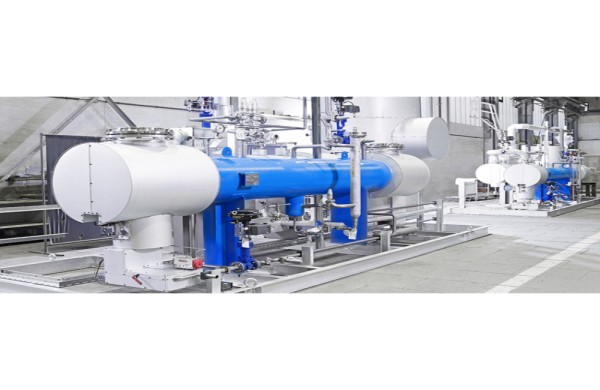
Key Components of CO₂ Recovery Plant
Gas Separation Units: For separating CO₂ from other gases.
Purification Systems: To remove contaminants and ensure high-purity CO₂.
Compression Units: To compress the CO₂ to the required pressure.
Storage Tanks: To store recovered CO₂ for future use.
Distribution Systems: Including pipelines, valves, and regulators for safe delivery.
Operational Maintenance
To ensure optimal performance and prevent system failures, regular maintenance is essential. Our operational team ensures the following:
1. Preventive Maintenance
Routine Inspections: Regular checks on compressors, valves, filters, and purification systems to prevent downtime.
Component Lubrication: Ensuring moving parts, such as compressors and pumps, are lubricated to reduce wear and tear.
2. Performance Monitoring
Efficiency Checks: Monitoring the recovery rate, purity levels, and pressure consistency.
Troubleshooting: Identifying potential issues early and performing repairs or adjustments.
3. Safety & Compliance
Safety Protocols: Ensuring all systems meet industrial safety standards, including pressure relief valves, emergency shutdown systems, and leak detection.
Regulatory Compliance: Ensuring the plant complies with local and international environmental regulations, including CO₂ emission standards.
Why Choose RSV Gases for CO₂ Recovery Plant Operation?
Expert Technicians: Our team consists of skilled professionals experienced in operating, maintaining, and troubleshooting CO₂ recovery systems.
Comprehensive Monitoring: Continuous monitoring of plant performance ensures efficiency and early detection of issues.
Tailored Solutions: We offer customized solutions based on the specific needs of your industry, whether it’s beverage carbonation, welding, or medical applications.
24/7 Support: We provide round-the-clock support to ensure your plant operates smoothly without any disruptions.
Sustainability Commitment: Our systems contribute to reducing carbon footprints by recycling CO₂ and minimizing waste.